Дирижер для фабрики

Оптимизация производства мебели – незавершенное производство
Заказы от клиентов поступают крайне нестабильно. Ассортимент очень широкий и каждый заказ существенно отличается по объему. Некоторые срочные задания необходимо «протолкнуть» быстрее. Какие-то операции тормозят, а между станками растут горы заготовок. Как избежать авралов и выполнять все в срок? Сегодня поговорим об одном из методов, помогающем навести порядок в производственном процессе.
Производство загружено плотно и вдруг появляется сверхсрочный заказ от крупного клиента. Но и остальные заявки также необходимо не задерживать. А тут еще надо переделать брак, а также сделать образцы к выставке. Естественная реакция – ставить заявки для производства как можно раньше в надежде отгрузить изделия в срок. По этому принципу действуют многие мебельщики.
Помогает ли это ускорить изготовление ? Чаще – нет. Добавление дополнительной работы задерживает процесс в целом и вместо ускорения мы получаем непредсказуемую длительность циклов производства по всем заданиям.
Это похоже на загруженное шоссе в час пик. Желая доехать до цели вовремя, все стараются выехать заранее, с запасом — в результате количество автомобилей нарастает и возникает затор.
Чтобы понять, как поступать в такой ситуации, необходимо прежде вспомнить три основных закона, по которым живет производство:
- Производительность всего потока определяет пропускная способность узкого места («бутылочного горлышка») – то есть самой медленной операции в последовательной цепочке.
- Объемы запасов материалов, то есть незавершенное производство (англ. – WIP) – определяют время цикла изготовления изделия ( закон Литтла).
- Производственные мощности устанавливают лимиты достижимости минимального времени изготовления.
На этих трех базовых зависимостях основан практический метод управления производственными заданиями, называемый ConWIP.
ConWIP – это сокращение от Constant Work-In-Process, то есть «постоянное незавершенное производство». Авторы метода — американцы Вэллэс Хопп (Wallace J. Hopp) и Марк Спирмэн (Mark L. Spearman). В основе ConWIP лежит простой принцип управления производством: новое задание поступает в производство только тогда, когда систему покидает очередное готовое изделие (комплект).
Совершенно очевидно, что если следующая порция материала поступает в систему только после того, как ее покидает примерно такое же количество материала в виде готового изделия, то внутри системы к объем незавершенного производства (WIP) будет оставаться постоянным. Это как в школьной задачке про бассейн и две трубы, при условии, что количество втекающей и вытекающей воды одинаково.
При этом по закону Литтла постоянство средних объемов WIP обеспечивает стабильность среднего цикла производства. А уменьшение «незавершенки» приводит к сокращению цикла.
ConWIP представляет собой контур управления с обратной связью между конечной точкой производственной цепочки и ее началом. В простейшем случае – это один контур. Но обычно производство состоит из нескольких контуров управления ConWIP. Они могут быть параллельными – например на нескольких параллельных потоках, или следовать друг за другом.
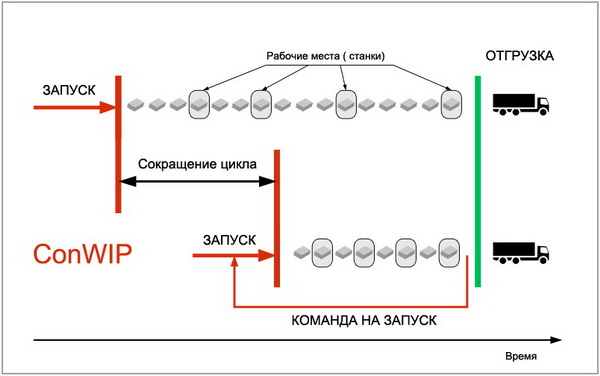
На рисунке показано сравнение традиционной системы управления запуском заказов и ConWIP на примере простой линии их трех операций ( три рабочих места или станка). Мы видим, сокращение запасов материалов, ожидающих обработку и пропорциональное сокращение длительности цикла.
Практически принцип ConWIP является разновидностью метода канбан (один из инструментов производственной системы Toyota ). Канбан подразумевает информирование о необходимости возобновления изготовления деталей на каком-либо участке производства в том случае, когда со следующего по потоку участка возвращается пустая тара ( ящик) из под деталей или карточка, сопровождающая этот ящик. Естественно карточка канбан может существовать в наше время и в электроном виде – передаваться в IT-системе. В случае ConWIP петля контура управления связывает не соседние участки, а весь процесс, а карта, сопровождающая задание, называется ConWIP-картой.
Целью оптимизации производства является снижение количества ConWIP-карт, заведенных в систему, настолько, насколько это возможно без нарушения бесперебойности изготовления. Уменьшая объемы WIP мы сокращаем время пролеживания деталей между операциями в ожидании обработки. Это дает одновременно два положительных результата: сокращает замороженные в «незавершенке» средства и ускоряет процесс изготовления. Зависимость здесь линейная – если мы снижает в два раза WIP, то вдвое сократится и время изготовления. Поток становится плавным, он «течет» непрерывно и быстро.
Получается, что для ускорения работы важно запускать следующие задания в самый последний момент, настолько позже, насколько это возможно. Это совсем не похоже на стремление запускать все заказы как можно раньше, о котором мы говорили выше.
Если появляется необходимость срочно пропустить какой-то заказ, то ему просто присваивается высший приоритет в системе подготовки производства, но общая схема работы не меняется. Просто этот заказ встает первым в очередь, не нарушая ритма производства. Стартует он, как и все другие заказы, только тогда, когда на выходе цепочки появится очередной выполненный заказ.
При такой системе отпадает необходимость активно управлять узкими местами ( «бутылочными горлышками»), которые, как известно, имеют склонность мигрировать по потоку в зависимости от выполняемых операций в данном конкретном заказе. Охват контуром управления всего процесса автоматически учитывает загрузку узких мест.
Это не исключает работу с расшивкой узких мест и созданием резервов мощностей. В любом случае ускорение производительности рабочих мест еще больше сокращает длительность цикла. Экономически оправдано, когда узкими местами являются наиболее сложные, капиталоемкие и дорогие операции, а на остальных рабочих имеются резервы мощностей.
Если говорить о производстве мебели (например корпусной), то предлагаемый принцип может показаться на первый взгляд несколько странным. Первой операцией, как правило, является раскрой плитных материалов и обычно здесь имеется хороший резерв по производительности. У пильщиков оплата сдельная – в листах или квадратных метрах. Как только напилили один заказ (или цвет), тут же начинается раскрой следующего. Время – деньги. Для пильщиков – да, но чем это оборачивается для фабрики в целом ? Обычно — горами заготовок перед участком облицовывания кромок. В результате цикл производства не сокращается, а увеличивается. Как поступить в каждом конкретном случае лучше решать индивидуально. Из опыта наших консалтинговых проектов – реорганизация традиционной схемы работы только на этом участке оборачивается ростом общей производительности на 30 – 40 % и более.
ConWIP реализует так называемое вытягивающее производство – один из главных принципов бережливого производства. Сигнал к вытягиванию выдает свободная ConWIP-карта. Кстати, по мнению авторов метода — Хоппа и Спирмэна, именно ConWIP соответствует истинной сущности вытягивания. Отождествление вытягивания с работой на заказ ( в противоположность работе на склад) или с работой по фактическому спросу ( в противоположность работе по прогнозу рынка) не вполне корректны. Подлинно вытягивающей системой производства является та, которая явно ограничивает объем незавершенного производства. Выталкивающей производственной системой является система, не имеющая никакого явного ограничения на объем незавершенного производства, который может быть в системе.
Успешному внедрению метода ConWIP способствуют следующие условия:
- упрощение конфигурации производственных потоков,
- отсутствие в потоках возвратов (петель),
- минимальные объемы партии (в идеале – поток по одной детали),
- сопоставимые по объемам производственные заказы, измеряемые, например, в производственных часах,
- координация работ на отдельных рабочих местах (синхронизация),
- высокое качество изготовления (низкий процент брака) и надежность процессов,
- визуальная прозрачность материальных потоков,
- высокая дисциплина производства.
На практике не всегда удается обеспечить все эти требования одновременно. Но это и не требуется. Метод ConWIP простой и относительно нетребовательный. Он приносит хорошие результаты даже при частичном выполнении указанных условий.
Статья любезно предоставлена компанией Holz Expert – производственный консалтинг для мебельной промышленности.


